





പരിഷ്കരിച്ച ഇപോക്സി സീലിംഗ് പ്രൈമർ ശക്തമായ അഡീഷൻ ഈർപ്പം പ്രൂഫ് കോട്ടിംഗ്
ഉൽപ്പന്ന വിവരണം
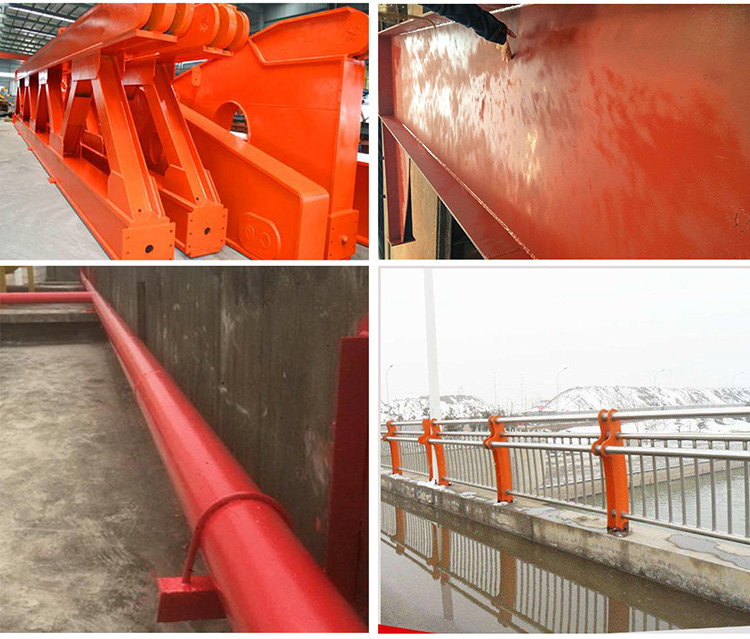
പരിഷ്കരിച്ച എപ്പോക്സി സീലിംഗ് പ്രൈമർ രണ്ട് ഘടകങ്ങളാണ്, അനുകൂലമായ വില, ശക്തമായ സീലിംഗ് പെർമിയബിലിറ്റി, അടിവസ്ത്രത്തിന്റെ ശക്തി മെച്ചപ്പെടുത്താൻ കഴിയും, അടിവസ്ത്രത്തോട് നല്ല പറ്റിപ്പിടിക്കൽ, ശക്തമായ ജല പ്രതിരോധം, ടോപ്പ്കോട്ടുമായുള്ള നല്ല അനുയോജ്യത.
കോൺക്രീറ്റ് ഉപരിതല സീലിംഗ് കോട്ടിംഗിൽ, FRP-യിൽ മോഡിഫൈഡ് എപ്പോക്സി സീലിംഗ് പ്രൈമർ പെയിന്റ് പ്രയോഗിക്കുന്നു. ഫ്ലോർ പ്രൈമർ പെയിന്റ് സുതാര്യമാണ്. മെറ്റീരിയൽ കോട്ടിംഗാണ്, ആകൃതി ദ്രാവകമാണ്. പെയിന്റിന്റെ പാക്കേജിംഗ് വലുപ്പം 4kg-20kg ആണ്. അടിവസ്ത്രത്തോട് നല്ല പറ്റിപ്പിടിക്കൽ, ശക്തമായ ജല പ്രതിരോധം എന്നിവയാണ് ഇതിന്റെ സവിശേഷതകൾ.
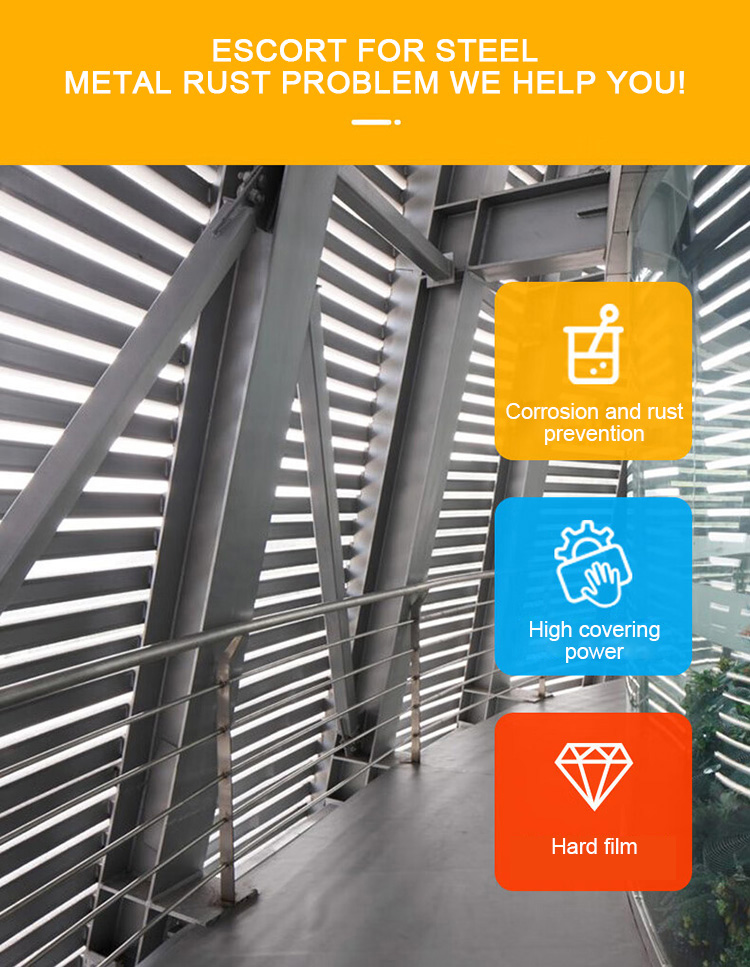
ഉൽപ്പന്ന സവിശേഷതകൾ
എപ്പോക്സി ക്ലൗഡ് ഇരുമ്പ് ഇന്റർമീഡിയറ്റ് പെയിന്റ് എന്നത് എപ്പോക്സി റെസിൻ, ഫ്ലേക്ക് മൈക്ക ഇരുമ്പ് ഓക്സൈഡ്, പരിഷ്കരിച്ച എപ്പോക്സി ക്യൂറിംഗ് ഏജന്റ്, ഓക്സിലറി ഏജന്റ് മുതലായവ ചേർന്ന രണ്ട് ഘടകങ്ങളുള്ള ഒരു കോട്ടിംഗാണ്. ഇതിന് മുൻ പെയിന്റുമായി നല്ല അഡീഷൻ, മികച്ച കെമിക്കൽ റെസിസ്റ്റൻസ്, ഹാർഡ് ഫിലിം, നല്ല ഇംപാക്ട് റെസിസ്റ്റൻസ്, നല്ല വെയർ റെസിസ്റ്റൻസ് എന്നിവയുണ്ട്. ബാക്ക് പെയിന്റുമായി ഇതിന് നല്ല ഇന്റർ ലെയർ അഡീഷൻ ഉണ്ടായിരിക്കും, കൂടാതെ മിക്ക ഉയർന്ന പ്രകടനമുള്ള ഫിനിഷ് പെയിന്റുകളുമായും ഇത് പൊരുത്തപ്പെടുന്നു.
ഉത്പന്ന വിവരണം
| നിറം | ഉൽപ്പന്ന ഫോം | മൊക് | വലുപ്പം | വോളിയം /(M/L/S വലുപ്പം) | ഭാരം/കാൻ | ഒഇഎം/ഒഡിഎം | പാക്കിംഗ് വലുപ്പം / പേപ്പർ കാർട്ടൺ | ഡെലിവറി തീയതി |
| സീരീസ് നിറം/ OEM | ദ്രാവകം | 500 കിലോ | എം ക്യാനുകൾ: ഉയരം: 190mm, വ്യാസം: 158mm, ചുറ്റളവ്: 500mm, (0.28x 0.5x 0.195) ചതുരാകൃതിയിലുള്ള ടാങ്ക്: ഉയരം: 256mm, നീളം: 169mm, വീതി: 106mm, (0.28x 0.514x 0.26) L കഴിയും: ഉയരം: 370mm, വ്യാസം: 282mm, ചുറ്റളവ്: 853mm, (0.38x 0.853x 0.39) | എം ക്യാനുകൾ:0.0273 ക്യുബിക് മീറ്റർ ചതുരാകൃതിയിലുള്ള ടാങ്ക്: 0.0374 ക്യുബിക് മീറ്റർ L കഴിയും: 0.1264 ക്യുബിക് മീറ്റർ | 3.5 കിലോഗ്രാം/ 20 കിലോഗ്രാം | ഇഷ്ടാനുസൃതമാക്കിയത് സ്വീകരിക്കുക | 355*355*210 | സ്റ്റോക്ക് ചെയ്ത ഇനം: 3~7 പ്രവൃത്തി ദിവസങ്ങൾ ഇഷ്ടാനുസൃതമാക്കിയ ഇനം: 7~20 പ്രവൃത്തി ദിവസങ്ങൾ |
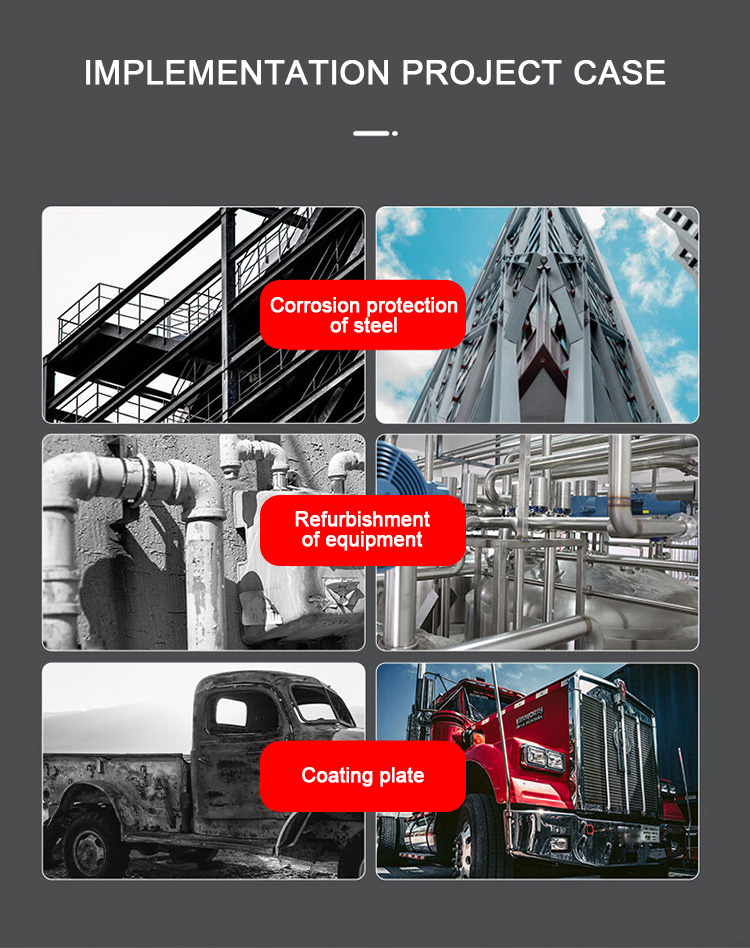
ഉപയോഗങ്ങൾ
ഈ ഉൽപ്പന്നം എപ്പോക്സി സിങ്ക് സമ്പുഷ്ടമായ പ്രൈമറിന്റെ മധ്യ പാളി സീലിംഗ് കോട്ടിംഗായും അജൈവ സിങ്ക് സമ്പുഷ്ടമായ പ്രൈമറായും ഉപയോഗിക്കുന്നു, ഇത് മുഴുവൻ കോട്ടിംഗിന്റെയും അഡീഷനും സംരക്ഷണ പ്രകടനവും വർദ്ധിപ്പിക്കുന്നു. പ്രൈമർ ആയി സാൻഡ്ബ്ലാസ്റ്റിംഗ് വഴി സംസ്കരിച്ച സ്റ്റീലിന്റെ ഉപരിതലത്തിൽ ഇത് നേരിട്ട് സ്പ്രേ ചെയ്യാനും കഴിയും.



പിന്തുണച്ചതിന് ശേഷം
ഇപോക്സി, ആൽക്കൈഡ്, പോളിയുറീഥെയ്ൻ, അക്രിലിക്, ക്ലോറിനേറ്റഡ് റബ്ബർ, ഫ്ലൂറോകാർബൺ കോട്ടിംഗുകൾ.
ഉൽപ്പന്ന പാരാമീറ്ററുകൾ
| കോട്ടിന്റെ രൂപം | ഫിലിം പരന്നതും ഇരുണ്ടതുമാണ്. | ||
| നിറം | ഇരുമ്പ് ചുവപ്പ്, ചാരനിറം | ||
| ഉണങ്ങുന്ന സമയം | ഉപരിതല ഉണക്കൽ ≤1H (23℃) പ്രായോഗിക ഉണക്കൽ ≤24H (23℃) | ||
| പൂർണ്ണമായ രോഗശമനം | 7d | ||
| പാകമാകുന്ന സമയം | 20 മിനിറ്റ് (23°C) | ||
| അനുപാതം | 10:1(ഭാര അനുപാതം) | ||
| ശുപാർശ ചെയ്യുന്ന കോട്ടിംഗ് ലൈനുകളുടെ എണ്ണം | വായുരഹിത സ്പ്രേ, ഡ്രൈ ഫിലിം 85μm | ||
| അഡീഷൻ | ≤1 ലെവൽ (ഗ്രിഡ് രീതി) | ||
| സാന്ദ്രത | ഏകദേശം 1.4 ഗ്രാം/സെ.മീ³ | ||
| Re-കോട്ടിംഗ് ഇടവേള | |||
| അടിവസ്ത്ര താപനില | 5℃ താപനില | 25℃ താപനില | 40℃ താപനില |
| ചെറിയ സമയ ഇടവേള | 48 മണിക്കൂർ | 24 മണിക്കൂർ | 10 മണിക്കൂർ |
| സമയ ദൈർഘ്യം | പരിധിയില്ല (ഉപരിതലത്തിൽ സിങ്ക് ഉപ്പ് രൂപപ്പെടുന്നില്ല) | ||
| റിസർവ് നോട്ട് | പിൻ പെയിന്റ് പൂശുന്നതിനുമുമ്പ്, മുൻ പെയിന്റ് ഫിലിം വരണ്ടതായിരിക്കണം, സിങ്ക് ലവണങ്ങൾ, മാലിന്യങ്ങൾ എന്നിവ അതിൽ നിന്ന് മുക്തമായിരിക്കണം. | ||
ഉൽപ്പന്ന സവിശേഷതകൾ
എപ്പോക്സി ക്ലൗഡ് ഇരുമ്പ് ഇന്റർമീഡിയറ്റ് പെയിന്റ് എന്നത് എപ്പോക്സി റെസിൻ, ഫ്ലേക്ക് മൈക്ക ഇരുമ്പ് ഓക്സൈഡ്, പരിഷ്കരിച്ച എപ്പോക്സി ക്യൂറിംഗ് ഏജന്റ്, ഓക്സിലറി ഏജന്റ് മുതലായവ ചേർന്ന രണ്ട് ഘടകങ്ങളുള്ള ഒരു കോട്ടിംഗാണ്. ഇതിന് ഫ്രണ്ട് പെയിന്റുമായി നല്ല അഡീഷൻ, മികച്ച കെമിക്കൽ പ്രതിരോധം, നല്ല ആഘാത പ്രതിരോധം, നല്ല വസ്ത്രധാരണ പ്രതിരോധം എന്നിവയുണ്ട്. ഇതിന് ബാക്ക് പെയിന്റുമായി നല്ല ഇന്റർ ലെയർ അഡീഷൻ ഉണ്ടായിരിക്കും, കൂടാതെ മിക്ക ഉയർന്ന പ്രകടനമുള്ള ഫിനിഷ് പെയിന്റുകളുമായും ഇത് പൊരുത്തപ്പെടുന്നു.
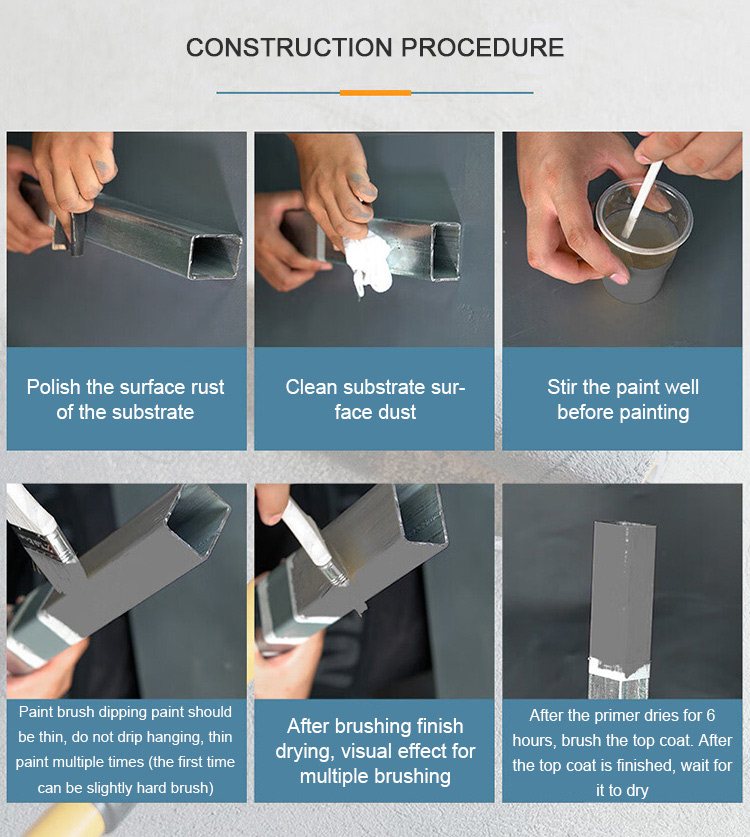
പൂശുന്ന രീതി
നിർമ്മാണ വ്യവസ്ഥകൾ:അടിവസ്ത്ര താപനില 3 ഡിഗ്രി സെൽഷ്യസിൽ കൂടുതലായിരിക്കണം, പുറം നിർമ്മാണ സമയത്ത് അടിവസ്ത്ര താപനില 5 ഡിഗ്രി സെൽഷ്യസിൽ താഴെയായിരിക്കണം, എപ്പോക്സി റെസിൻ, ക്യൂറിംഗ് ഏജന്റ് ക്യൂറിംഗ് റിയാക്ഷൻ സ്റ്റോപ്പ് എന്നിവ ഉണ്ടാകരുത്, നിർമ്മാണം നടത്തരുത്.
മിക്സിംഗ്:ബി ഘടകം (ക്യൂറിംഗ് ഏജന്റ്) ചേർക്കുന്നതിന് മുമ്പ് എ ഘടകം തുല്യമായി ഇളക്കണം, കൂടാതെ നന്നായി നന്നായി ഇളക്കുക, ഒരു പവർ അജിറ്റേറ്റർ ഉപയോഗിക്കുന്നതാണ് ഉത്തമം.
നേർപ്പിക്കൽ:ഹുക്ക് പൂർണ്ണമായും പാകമായ ശേഷം, ഉചിതമായ അളവിൽ സപ്പോർട്ടിംഗ് ഡില്യൂയന്റ് ചേർത്ത്, തുല്യമായി ഇളക്കി, ഉപയോഗിക്കുന്നതിന് മുമ്പ് നിർമ്മാണ വിസ്കോസിറ്റിയിലേക്ക് ക്രമീകരിക്കാം.
സുരക്ഷാ നടപടികൾ
നിർമ്മാണ സ്ഥലത്ത് ലായക വാതകവും പെയിന്റ് ഫോഗും ശ്വസിക്കുന്നത് തടയാൻ നല്ല വായുസഞ്ചാരമുള്ള അന്തരീക്ഷം ഉണ്ടായിരിക്കണം. ഉൽപ്പന്നങ്ങൾ താപ സ്രോതസ്സുകളിൽ നിന്ന് അകറ്റി നിർത്തണം, കൂടാതെ നിർമ്മാണ സ്ഥലത്ത് പുകവലി കർശനമായി നിരോധിച്ചിരിക്കുന്നു.
പ്രഥമശുശ്രൂഷ രീതി
കണ്ണുകൾ:പെയിന്റ് കണ്ണിൽ വീണാൽ ഉടൻ തന്നെ ധാരാളം വെള്ളം ഉപയോഗിച്ച് കഴുകുകയും കൃത്യസമയത്ത് വൈദ്യസഹായം തേടുകയും ചെയ്യുക.
ചർമ്മം:ചർമ്മത്തിൽ പെയിന്റ് പുരണ്ടിട്ടുണ്ടെങ്കിൽ, സോപ്പും വെള്ളവും ഉപയോഗിച്ച് കഴുകുക അല്ലെങ്കിൽ ഉചിതമായ ഒരു വ്യാവസായിക ക്ലീനിംഗ് ഏജന്റ് ഉപയോഗിക്കുക, വലിയ അളവിൽ ലായകങ്ങളോ കനംകുറഞ്ഞവയോ ഉപയോഗിക്കരുത്.
വലിച്ചെടുക്കൽ അല്ലെങ്കിൽ ഉൾപ്പെടുത്തൽ:വലിയ അളവിൽ ലായക വാതകമോ പെയിന്റ് മൂടൽമഞ്ഞോ ശ്വസിക്കുന്നതിനാൽ, ഉടൻ തന്നെ ശുദ്ധവായുയിലേക്ക് പോകണം, കോളർ അഴിക്കുക, അങ്ങനെ അത് ക്രമേണ വീണ്ടെടുക്കും, ഉദാഹരണത്തിന് പെയിന്റ് കഴിക്കുന്നത് പോലെ, ദയവായി ഉടൻ വൈദ്യസഹായം തേടുക.
സംഭരണവും പാക്കേജിംഗും
ദേശീയ ചട്ടങ്ങൾക്കനുസൃതമായി സൂക്ഷിക്കണം, പരിസ്ഥിതി വരണ്ടതും വായുസഞ്ചാരമുള്ളതും തണുത്തതുമായിരിക്കണം, ഉയർന്ന താപനില ഒഴിവാക്കുകയും തീയുടെ ഉറവിടത്തിൽ നിന്ന് അകലെയായിരിക്കണം.








